
Kwanza, chagua kifaa sahihi cha kupokanzwa
Kuondoa plastiki iliyowekwa kwenye skrubu kwa moto au kuchomwa ndiyo njia ya kawaida na bora kwa vitengo vya usindikaji wa plastiki, lakini mwali wa asetilini haupaswi kamwe kutumika kusafisha skrubu.
Njia sahihi na yenye ufanisi: tumia blowtorch mara baada ya screw kutumika kwa kusafisha.Kwa sababu screw ina joto wakati wa usindikaji, usambazaji wa joto wa screw bado ni sare.

Pili, chagua wakala sahihi wa kusafisha
Kuna aina nyingi za visafisha skrubu (vifaa vya kusafisha screw) kwenye soko, ambavyo vingi ni vya bei ghali na vina athari tofauti.Makampuni ya usindikaji wa plastiki yanaweza kutumia resini tofauti ili kufanya vifaa vya kusafisha screw kulingana na hali zao za uzalishaji.
Tatu, chagua njia sahihi ya kusafisha
Hatua ya kwanza ya kusafisha screw ni kuzima kuingiza kulisha, yaani, kufunga bandari ya kulisha chini ya hopper;Kisha punguza kasi ya screw hadi 15-25r/min na udumishe kasi hii hadi mtiririko wa kuyeyuka mbele ya kufa utaacha kutiririka.Joto la maeneo yote ya kupokanzwa ya pipa inapaswa kuwekwa kwa 200 ° C.Mara tu pipa inapofikia joto hili, kusafisha huanza.
Kulingana na mchakato wa extrusion (kufa kunaweza kuhitaji kuondolewa ili kupunguza hatari ya shinikizo nyingi kwenye mwisho wa mbele wa extruder), kusafisha lazima kufanywe na mtu mmoja: opereta anaona kasi ya screw na torque kutoka kwa jopo la kudhibiti, wakati wa kuangalia shinikizo la extrusion ili kuhakikisha kwamba shinikizo la mfumo sio juu sana.Wakati wa mchakato mzima, kasi ya screw inapaswa kuwekwa ndani ya 20r / min.Katika maombi na shinikizo la chini hufa, usiondoe kufa kwa kusafisha mahali pa kwanza.Wakati extrusion inabadilishwa kabisa kutoka kwa resin ya usindikaji hadi kwenye resin ya kusafisha, kufa kunasimamishwa na kuondolewa, na kisha screw imeanza tena (ndani ya 10r / min) ili kuruhusu resin ya kusafisha iliyobaki inapita nje.

Nne, chagua zana sahihi za kusafisha
Vyombo vinavyofaa na vifaa vya kusafisha vinapaswa kujumuisha: glavu zinazokinza joto, glasi, scrapers za shaba, brashi ya shaba, mesh ya waya ya shaba, asidi ya stearic, kuchimba visima vya umeme, watawala wa pipa, kitambaa cha pamba.
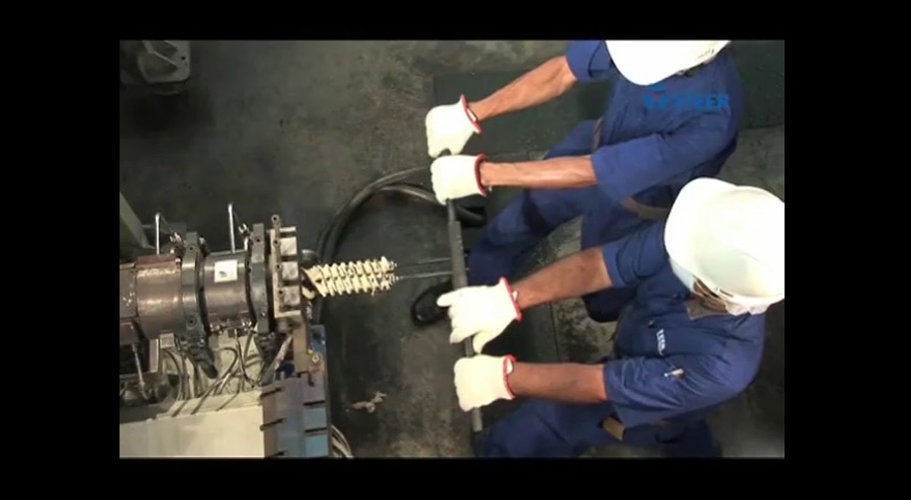
Mara tu resin ya kusafisha inacha kuacha, screw inaweza kutolewa kutoka kwa kifaa.Kwa screws zilizo na mfumo wa baridi, ondoa mstari wa hose na uunganisho wa swivel kabla ya kuanza kifaa cha uchimbaji wa screw, ambacho kinaweza kuunganishwa kwenye sanduku la gia.Tumia kifaa cha uchimbaji wa skrubu kusukuma skrubu mbele, ikionyesha nafasi ya skrubu 4-5 za kusafisha.
Resin ya kusafisha kwenye screw inaweza kusafishwa na scraper ya shaba na brashi ya shaba.Baada ya resin ya kusafisha kwenye screw wazi kusafishwa, kifaa kitasukumwa mbele screws 4-5 kwa kutumia kifaa cha uchimbaji wa screw na kuendelea kusafisha.Hii ilirudiwa na mwishowe skrubu nyingi zilisukumwa nje ya pipa.
Mara tu resin nyingi za kusafisha zimeondolewa, nyunyiza asidi ya stearic kwenye screw;Kisha tumia matundu ya waya ya shaba ili kuondoa mabaki yaliyobaki, na baada ya skrubu nzima kusafishwa na matundu ya waya ya shaba, tumia kitambaa cha pamba kwa kuifuta mwisho.Ikiwa screw inahitaji kuokolewa, safu ya mafuta inapaswa kutumika kwenye uso ili kuzuia kutu.

Kusafisha pipa ni rahisi zaidi kuliko kusafisha screw, lakini pia ni muhimu sana.
1. Wakati wa kuandaa kusafisha pipa, joto la pipa pia limewekwa saa 200 ° C;
2. Pindua brashi ya chuma ya pande zote kwenye bomba la kuchimba visima na kuchimba visima vya umeme kwenye zana za kusafisha, na kisha funga brashi ya chuma na wavu wa waya wa shaba;
3. Kabla ya kuingiza chombo cha kusafisha ndani ya pipa, nyunyiza asidi ya stearic ndani ya pipa, au nyunyiza asidi ya stearic kwenye mesh ya waya ya shaba ya chombo cha kusafisha;
4. Baada ya matundu ya waya ya shaba kuingia kwenye pipa, anza kuchimba visima vya umeme ili kuizungusha, na uifanye kwa bandia kusonga mbele na mbele hadi harakati hii ya mbele na ya nyuma isiwe na upinzani;
5. Baada ya mesh ya waya ya shaba kuondolewa kwenye pipa, tumia rundo la kitambaa cha pamba ili kuifuta nyuma na nje kwenye pipa ili kuondoa resin yoyote ya kusafisha au mabaki ya asidi ya mafuta;Baada ya kuifuta mara kadhaa nyuma na nje, utakaso wa pipa umekamilika.Screw iliyosafishwa vizuri na pipa iko tayari kwa uzalishaji unaofuata!

Muda wa posta: Mar-16-2023